
水处理项目中不管是给水处理还是废水处理(含中水回用),都不可避免的涉及到回收比例的问题。经常有客户会提出一定要求的回收比例,有些回收比例是能合理设计的情况下做到,而有些回收比例属实是在常规设计中难以做到的,甚至部分情况是在现阶段工艺状态下无论如何无法做到的。
那么水处理工程中,实际各个工艺的回收率到底是多少呢?其损耗的主要原因是什么。在实际项目中,影响回收比例最大的就是主流程膜分离技术(超滤UF,反渗透RO,纳滤NF等)造成的浓水净水分离,其次过滤设备反洗,自然蒸发等因素也会少量造成回收比例的下降。
本文重点讨论RO装置在理论设计中相关的极限回收率,以备更好的设计整个水处理系统。
一、什么是RO装置的回收率?
回收率:RO装置进水(预处理后给水)转化成产水(净水)的百分比。在RO装置中
系统回收率Y(100%)=(产水流量/进水流量)×100%
几个常见的概念:
①单支RO膜的回收率:出厂厂商决定,一般苦咸水取15%,海水10%,一米(40英寸,一英寸=2.54厘米)长RO膜单支实际回收率要求不超过18%(二级RO装置除外,一般不超过 30%)。
②RO装置的单程回收率:单次产水/单次进水的回收率,由膜元件的组合方式决定。
③RO系统的系统回收率Y:RO装置实际使用时总的回收率,受单程回收率和浓水回用比影响,也是最常考虑的回收率。
二、提高系统回收率的意义?
提高系统回收率在给水项目(例如:纯水制备)过程中可以减少进水的量,带来经济效益和减少水资源的浪费。在废水处理方面可以减少浓缩废液的比例,减少处理费用,同时也可以增加回用水比例。
三、如何提高RO装置的系统回收率?
①增加膜的段数提高回收率
第一段膜过滤后排出的浓水直接进入第二段膜来过滤,也可以三段四段串联可以得到更高的回收率。膜串联后前段比后一段的过水量要更大所以一般前一段膜的数量支数要比后一段的要多。
RO膜串联段数越多浓水的浓缩倍数就越高,回收率50%的系统,浓缩倍数(约)是2倍,回收率75%,浓缩(约)4倍:回收率80%时,则浓缩(约)5倍。膜系统内由于浓差极化现象的存在,膜表面的料液含盐量会变得更高。因此,原水由于被浓缩,膜表面的污染会比想象中发生的更快,一般回收率在苦咸水脱盐处理中设在50-80%左右。系统的运行条件、原水的特征性状态等因素会影响回收率的确定,一旦选择过高的回收率,就会面临结垢的形成和技术污染的风险。
备注:增加膜壳长度也可以增加膜元件的串联长度,但是单支膜壳过长会造成末端元件水压不足和膜通量下降,影响RO装置整体回收率,同时单支膜壳过长还需要更高的给水压力造成能耗的增加。
②浓水回流提高回收率
浓水回流,就是将RO系统产生的一部分浓水回流到高压泵前(期间是否经过额外净化处理区别很大),同进水混合后再次进入膜组件,进行反渗透处理。这也是一种提高RO系统回收率的有效手段,尤其是对于系统产水量不大,水流无法流经12m长的膜组件时,十分合适。
常见的回流方式有一级RO浓水部分回流到原水箱,二级RO浓水全部回流到原水箱,EDI极水回流到二级RO纯水箱或者二级RO装置前等。
但是浓水回流会造成进水处的污染物浓度提高,RO系统结垢的风险也进一步增大,因此,必须加强反渗透系统的运行控制和管理。基于原水的水质分析数据,考虑前处理和产水的回收率、运行温度等相关的反渗透系统设计方式,设定运行条件是非常必要的。切不可为了提高系统回收率,而通过直接调整给水/浓水进出口阀门开关及比例,如果这样操作,就会造成膜元件的污染速度加快,导致严重后果。
备注:在系统没有浓水循环时,膜元件和系统回收率一般参照以下对应关系。

RO膜串联回收率对照表
四、系统的极限回收率
RO系统在实际设计中,一般遵循一级RO不超过75%,二级RO回收率维持在85-90%的原则。
这种原则的本质是系统中某些相关因素限制了系统的极限回收率Y。决定系统极限回收率的因素
主要有以下几个方面:难溶盐结垢,浓差极化因素,系统末端元件浓水流,系统均衡膜通量
1、难溶盐极限回收率
给水水质中的难溶盐(如:CaCO3、CaSO4、BaSO4、SrSO4、SiO2等)成分指标构成了RO系统的难溶盐极限回收率。前文(从RO装置的进水水质要求看预处理工艺的重要性)我们详细介绍过难溶盐结垢对RO装置的重要影响,并且需要严格控制给水的含盐量和维持浓水侧离子积IPb小于溶质的Ksp。
IPb>Ksp,沉淀从溶液中析出。
IPb=Ksp,溶液为饱和溶液,并与沉淀之间建立了多相离子平衡。
IPb<Ksp,溶液为不饱和溶液,无沉淀析出;若有沉淀存在,则沉淀将溶解。
基本设计原则:严格控制进水水质标准,密切关注系统运行相关参数及异常情况。
2、浓差极化极限回收率
2.1 RO系统的膜元件数量、品种及排列方式造成了浓差极化极限回收率。浓差极化:RO膜分离过程中,水分子透过以后,膜界面中含盐量增大,形成较高的浓水层,此层与给水水流的浓度形成很大的浓度梯度,这种现象称为膜的浓差极化(Concentration Polarization)。
浓差极化指数β=膜表面盐浓度(Cm)/本体溶液盐浓度(Cs),大部分厂商要求一级RO的β≤1.2,二级RO的 β≤1.4。其实β上限值设定本身就跟单支RO膜回收率的设定相匹配,
β=1/(1-Y单支)。β=1.2时,Y单支=16.7%,而当Y单支=18%,相应的β=1.22。
通常产水通量的增加会增加边界层的盐浓度,从而增加,而给水流量的增加会增大膜表面流速,削减边界层的厚度。因此β值与产水流量成正比,与平均进水流量成反比。平均进水流量采用进水量和浓缩液流量的算术平均值计算,β值可以进一步表达为膜元件产水回收率的函数。
2.2 浓差极化对RO膜性能的影响
由于浓差极化现象增大了膜两侧的渗透压(一般要求渗透压小于0.3bar),在同等工作压力作用下,系统的净驱动压(有效压力,操作压力-渗透压)减小,与净驱动压成正比的水通量将下降。 与此同时,由于浓差极化现象增大了膜两侧的盐浓度差,与盐浓度差成正比的盐通量将上升。因此,浓差极化现象将使RO系统的水通量下降及透盐率上升。
部分参数对RO系统的影响,表格如下
研究表明:浓差极化现象存在一个建立过程,也就是膜表面的盐浓度梯度随运行时间逐步建立,梯度值逐渐增高,极化层渐厚,系统性能持续下降。基于这样的实际过程,我们可以通过短时低压冲洗的方式,来降低浓差极化的程度和持续时间。
基本设计原则:短时低压冲洗。
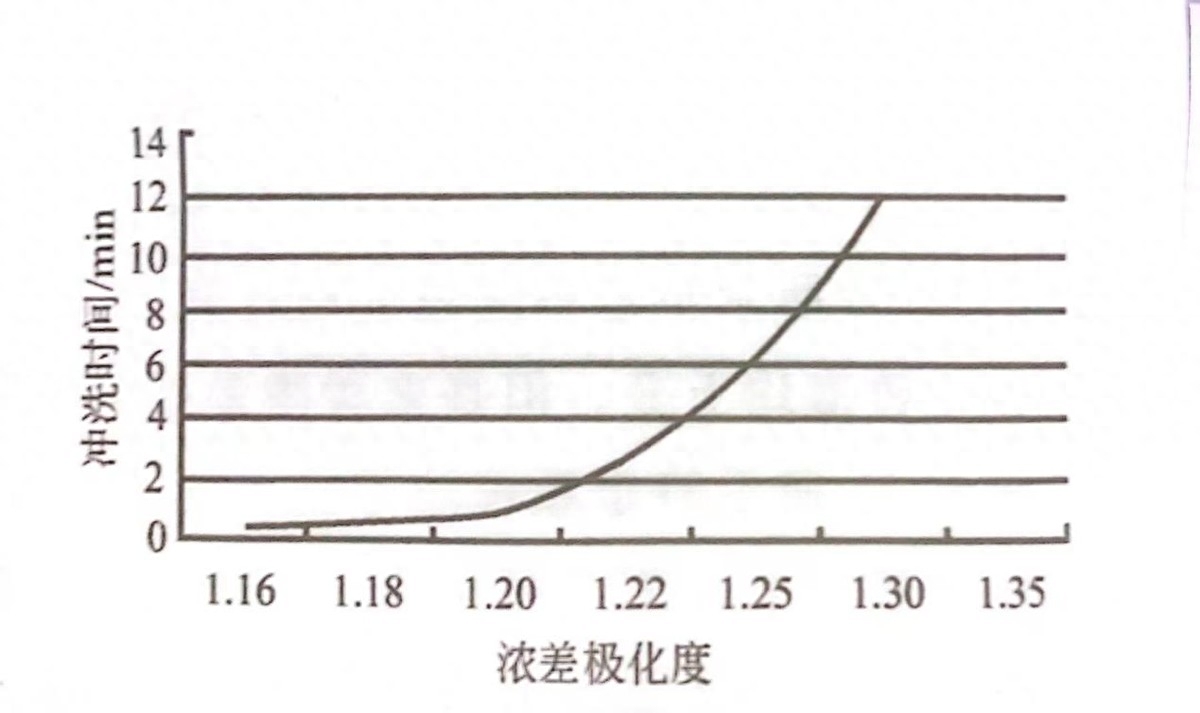
为了降低浓差极化,其中一个主要手段是停机时候进行低压冲洗,确保膜表面的盐浓度与主体浓度一致。有研究表明RO系统在不同β值条件下运行180分钟后,通过冲洗其脱盐率及产水量恢复时间也不同(见下图)。该图表明浓差极化系数保持在1.2以内时,通过1-2分钟的短时冲洗可以得到恢复;而浓差极化系数大于1.2时,用冲洗手段恢复性能所需时间不断增加。
浓差极化-短时低压冲洗
上图同时说明系统浓差极化系数保持在合理范围内时,系统运行过程中适时适量的冲洗对于长期稳定地保持能非常重要。
大胆猜想:我们不等到浓差极化完成度较高(180分钟)的时候,比如每隔30分钟甚至15分钟时,通过短时时间冲洗(30秒/15秒),是否同样能达到降低浓差极化影响,甚至效果更好。此种设想需要考虑装置的频繁启停对使用寿命的影响。
3、系统末端元件浓水流下构成了系统浓水流量极限回收率
膜元件中保持浓水流量的主要作用有两个,其一为将浓水外排来防止难溶盐结垢(看似废话,却是实际真正的意义),其二是可以保持浓水流道中形成有效的湍流降低膜表面的浓差极化度。这两个因素也是决定其系统回收率上限的关键因素。
基本设计原则:反渗透系统设计领域中,还要求各段膜壳的浓水流量(也称段壳浓水流量)不得过低,即壳内末端膜元件的浓水流量不得过低,以使其元件的给浓水径流维持湍流状态。由于系统末段浓水中的污染物浓度更高,为使末段错流比更大以降低污染,则末段的段壳浓水流量应大于首段。
4、RO膜膜通量均衡度要求构成了系统均衡通量极限回收率
均衡的膜通量可以有效保持各部位单个膜元件的实际回收率,就同流程而言,单膜壳串联排列相对于多段式排列在最高回收率方面保持一致,但在能耗上高于多段式排列,且在实际回收率会略低于多段式排列,而多段式的排列需要遵循以下基本设计原则。
基本设计原则:在相同回收率下,RO系统的一般规律为:长流程系统的浓差极化度较小,短流程系统的浓差极化度较大,但长流程系统也存在着系统功耗高与段通量比大等弊端。
受到一级RO系统浓差极化度β<1.2限制,对于75%左右回收率的一级RO系统一般采用二段式5-7(一般选用5/6)支装膜壳。而二级RO系统的浓差极化度限值β放宽至1.4,可以采用二段式4-6(一般选用4/5)支膜壳短流程结构,可有效降低系统功耗与段通量比。
由于系统回收率超过任何一个极限值均将造成严重污染,而系统浓水流量极限回收率和系统均衡通量极限回收率往往在系统设计考虑浓差极化时既已兼顾,所以浓差极化极限回收率与难难溶盐极限回收率两者的较低值常构成可系统的极限回收率。
浓差极化,末端浓水流,膜通量三者属于水利学范畴,可以通过改变膜系统结构予以提高,故膜系统设计需要优化系统结构以提高三者极限回收率。难溶盐则属于水化学范畴,只有通过预处理工艺或添加阻垢剂予以提高其极限回收率。因此,难溶盐极限回收率往往成为提高膜系统回收率的最终限制。
而本文将在浓差计划极值状态(β=1.2)下计算难溶盐极限回收率,其计算值可能较实际有所偏低。
5、一般规律和经验,可作参考
5.1在难溶盐含量较高的给水条件下,系统回收率与膜系统排列方式主要决定于系统给水中的难溶盐饱和浓度指标。
5.2在难溶盐含量较低的给水条件下,系统回收率与膜系统排列方式主要决定于系统的浓差极化指标。
5.3影响系统设计结构的浓水难溶盐最大饱和浓度,并非发生在系统末端的浓水中,而是发生在系统末端的膜表面。换言之,系统中最大的难溶盐饱和浓度约为末端浓水中的饱和浓度与该处浓差极化系数的乘积。这也是本文后面设计的基本出发点。
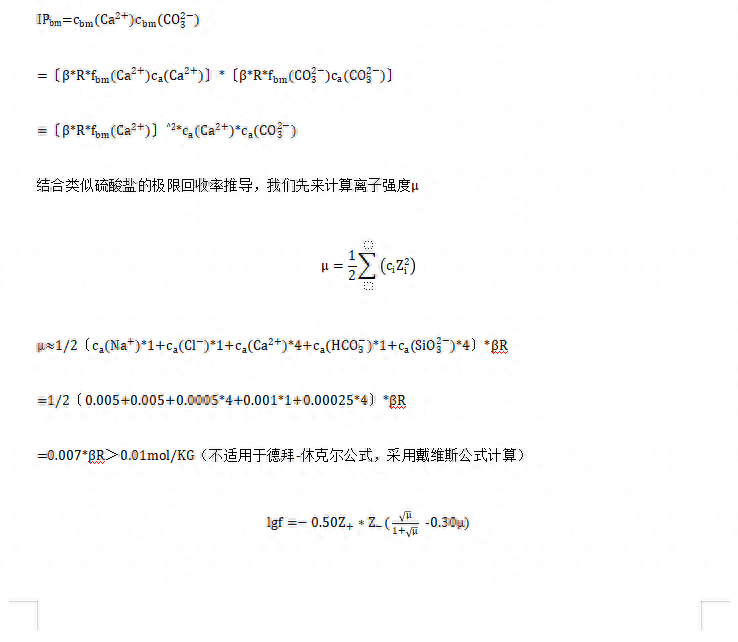
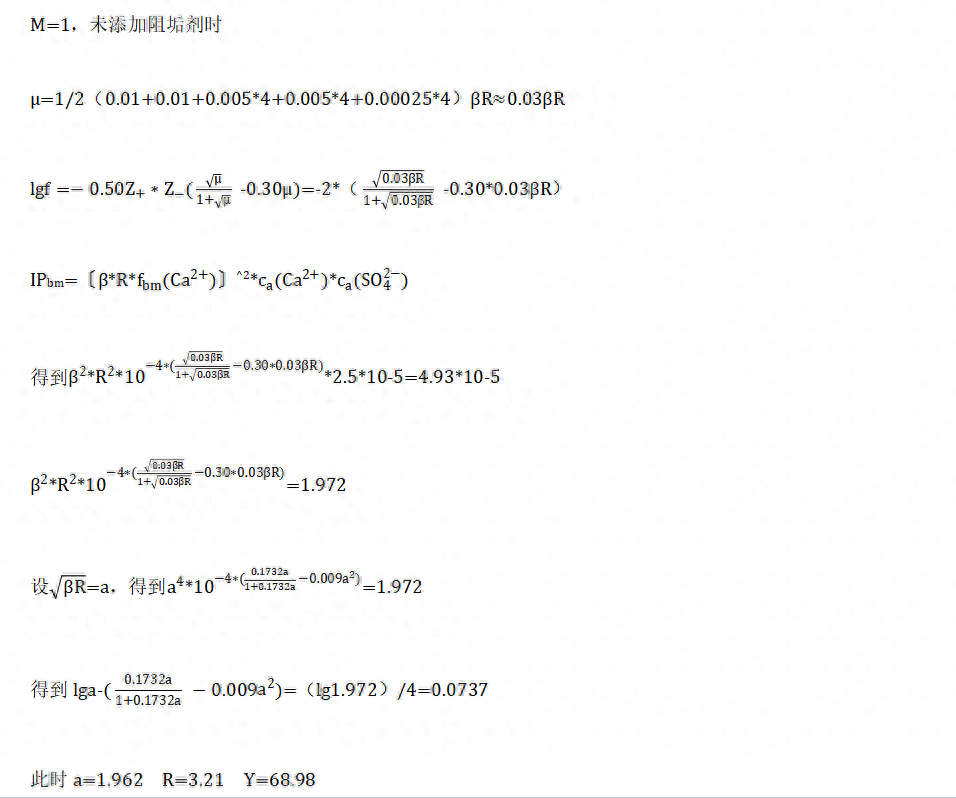
6、浓差极化极值状态下的难溶盐极限回收率计算
6.1 在计算末端浓水膜表面(浓差极化极值状态)离子积,并与对应温度最大难溶盐饱和浓度对比前,需要重复明确的几个概念,方便阅读和理解。
三大最常见的难溶盐分别为硫酸盐(CaSO4),SiO2,碳酸盐(CaCO3),我们需要分别计算三者极限回收率,并取其中的最低值即为系统浓差极化极值状态下的难溶盐极限回收率。
IPbm:难溶盐离子积,末端膜元件膜表面
下标a:给水侧。下标b:浓水侧。下标bm:末端膜元件膜表面。
β:浓差极化指数,一级RO≤1.2,二级RO≤1.4
Ksp:难溶盐溶度积,只跟温度T相关
S:饱和浓度,受Ksp和离子强度μ影响
c:溶质实际浓度,常用摩尔浓度mol/L。备注:SiO2及TDS常用质量浓度mg/L
α:离子活度(有效浓度),α=f*c
f:活度系数,数值范围0-1
μ:离子强度,通过f实际影响溶质溶解度
T:温度(K),数值=t+273.15
LSI:碳酸钙结垢倾向指数,朗格利尔饱和指数
Y:系统回收率
Q:脱盐率,透盐率=1-Q,本文中Q一般取值99.5%
R:浓缩因子,浓水侧离子浓度相较于给水侧的倍数,R=Q/(1-Y)≈1/(1-Y),精准计算时不采用约分。本文为了精准计算尽量保留Q对回收率的影响,下文中大量计算需要通过R来反推Y的极值,βR即为浓水侧膜表面浓缩比例。
AnBm:盐分基本组成表达,常见难溶盐CaCO3、CaSO4、BaSO4、SrSO4、SiO2等
硫酸盐极限回收率1
硫酸盐极限回收率2
硫酸盐极限回收率3
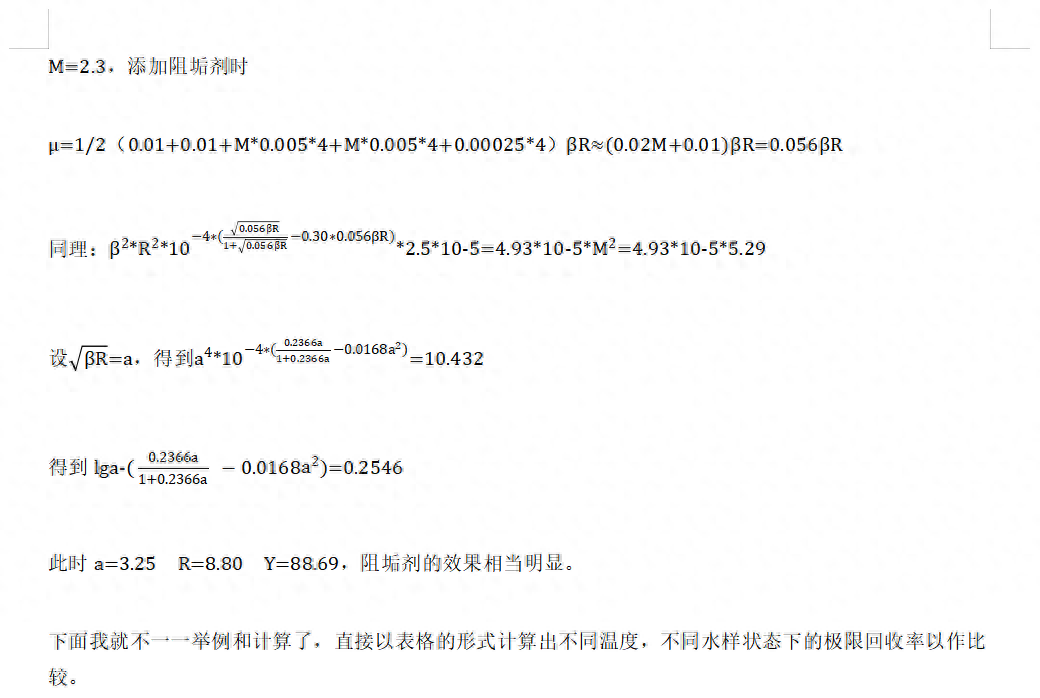
备注:阻垢剂的添加会造成多种难溶盐离子浓度升高,客观上离子强度上升,对应的离子活度fbm下降。实际溶解度的提升则主要是阻垢剂三大作用的综合结果,后面我们尝试通过计算来了解增大的离子强度μbm对离子活度fbm的影响。当我们知晓给水时各组分浓度的时候,就可以计算出对应硫酸盐难溶盐造成的极限回收率。所有的计算放在硫酸盐,硅酸盐,碳酸钙回收率公式分析完以后集中计算比较。
6.2.2 计算硅酸盐(SiO2)极限回收率
原水中的SiO2,主要以胶体硅和溶解硅两种形式存在,前者绝大部分可以通过预处理工艺去除,后者是主要造成结垢的主要因素,溶解在水中以溶解SiO2分子,偏硅酸(盐),原硅酸等多种形态存在。由于在饱和的状态下SiO2能聚合为非常难溶性的胶体硅沉积于RO膜表面且难以清洗。在RO浓水端的浓度允许值取决于SiO2的溶度积,同时受水温和pH影响很大。
SiO2的溶解度与水温成正比,如25℃时纯水溶解度为100mg/ L(在盐水中的溶解度为120mg/L),40℃时为160mg/L,而5℃时溶解度只有25mg/L。
溶解度温度矫正曲线
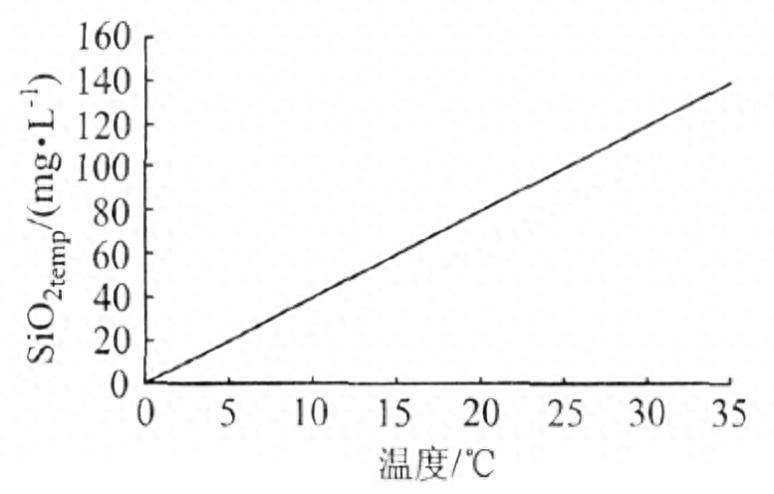
溶解度温度矫正曲线
图表解析:温度上升时,二氧化硅在纯水中的溶解度相应增加。
SiO2的溶解度(S)和温度(t)近似关系式S=5+3.8t(5<t<40,跟RO装置的温度要求范围一致)
溶解度pH矫正曲线
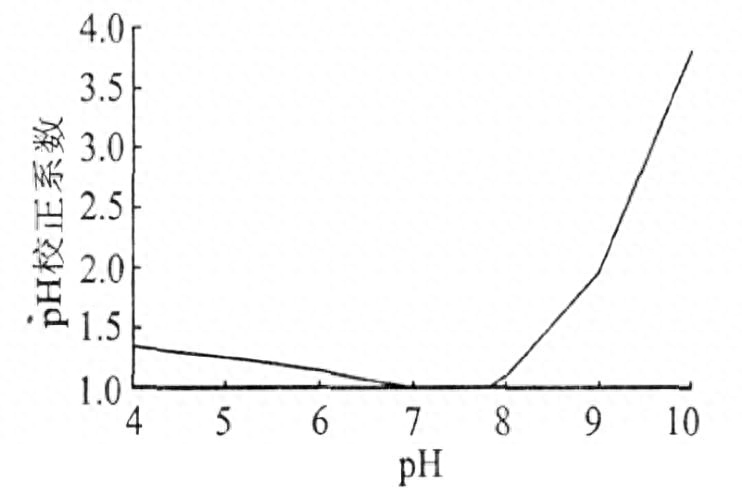
溶解度pH矫正曲线
图表解析:SiO2在pH范围6.8-7.8时,溶解度相对稳定,接近pH=7(纯水)时的溶解度。而当pH小于6.8或者pH大于7.8的时候,溶解度随pH的影响明显,特别是当pH大于9时,SiO2的溶解度呈指数级增长。
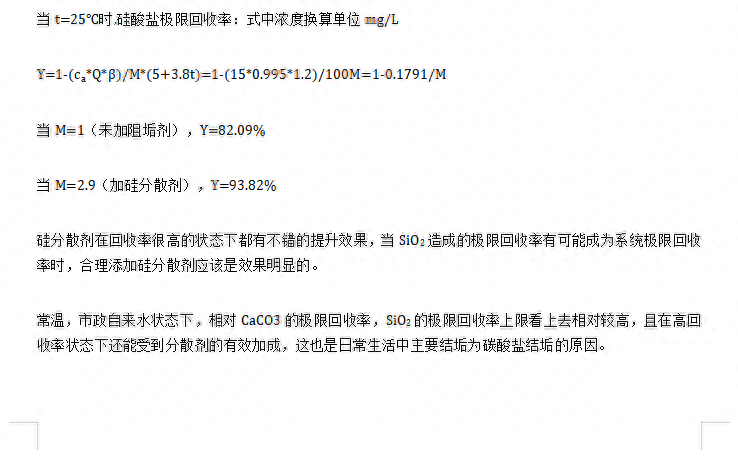
硅酸盐极限回收率1

硅酸盐极限回收率2
硅酸盐极限回收率3
备注:关于硅酸盐极限回收率的两个重大分歧。
1:溶解态的SiO2到底受不受浓差极化影响,程度(比例)为多少?
溶解态主要由溶解的SiO2分子,偏硅酸(盐)和原硅酸组成,其离子状态的比例存在不确定性,所以上述的计算公式以完全离子态,受浓差极化影响,势必客观上降低了SiO2溶解度的计算值,也就是实际上能达到的极限回收率是超过计算值的。
2:实际溶解度在纯水和盐水中的区别?
25℃时,SiO2在纯水中的溶解度为100mg/L,而在盐水中的溶解度为120mg/L。这是因为盐效应实际造成的离子活度降低,而增加了SiO2的溶解度。此处的盐水定义未知,我们也无法判断末端膜元件表面的离子强度对溶解态SiO2具体的溶解度影响。考虑到给水时经过预处理的TDS指标严格控制,个人在计算中更倾向于保守采用100mg/L的数值。同样,此种计算方式也会在客观上降低溶解度的计算值,导致硅酸盐极限回收率数值较实际值偏低。
本文计算:本文采取同时考虑浓差极化影响且选用纯水状态溶解度的做法,是比较保守的,实际SiO2(硅酸盐)极限回收率会大于计算值。
一般做法:考虑浓差极化因素,同时选用盐水状态的溶解度。或者忽略浓差极化因素,选用纯水状态的溶解度。巧合的是,当25℃时且浓差极化因子β选值1.2时,刚好可以抵消溶解度选择数值120/100的比值。
简易计算硅酸盐回收率
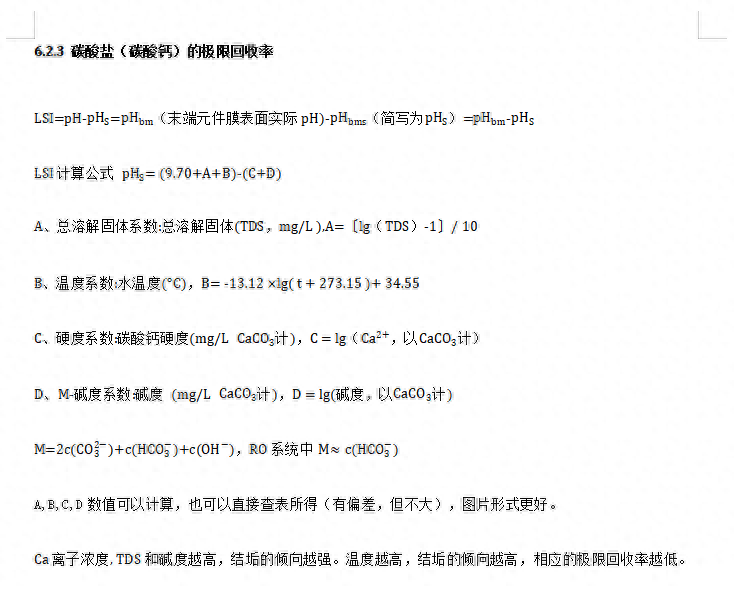
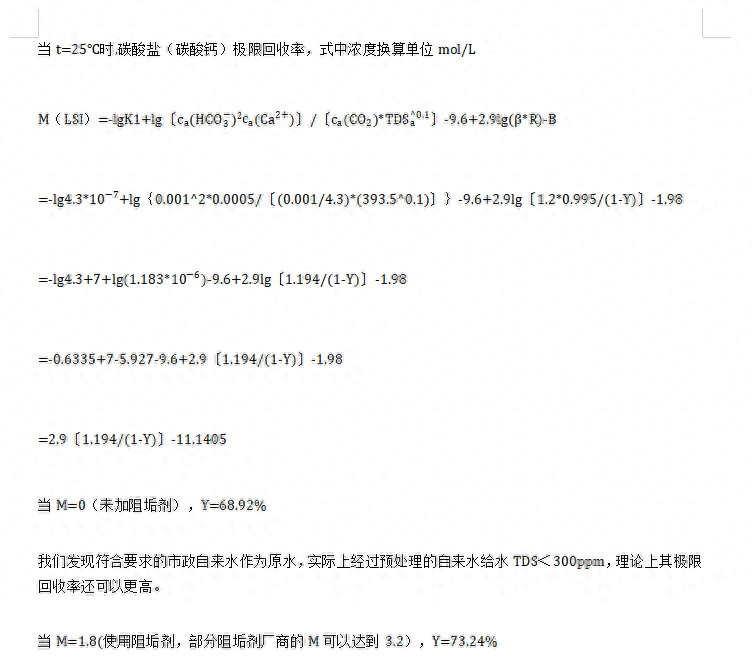
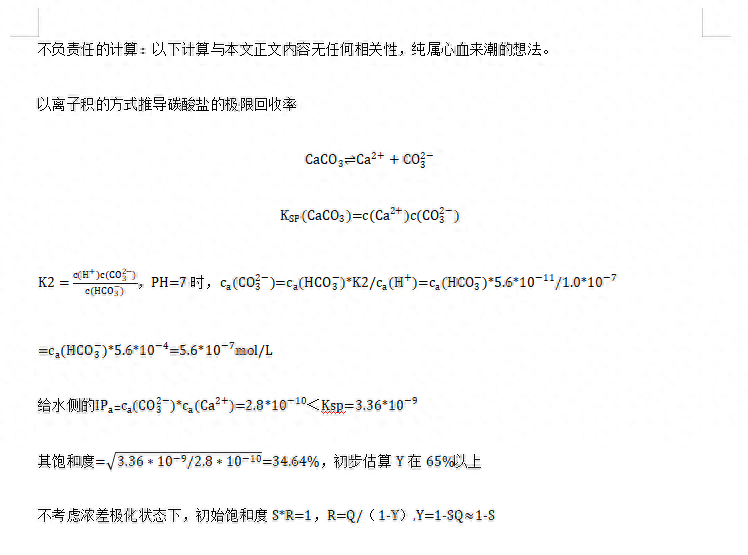
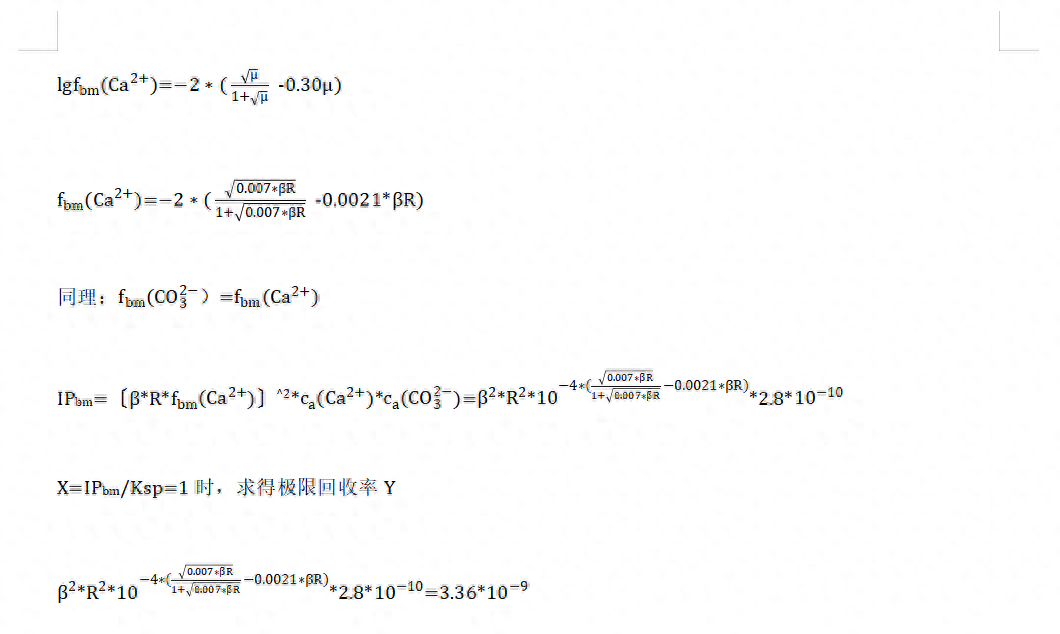
碳酸盐极限回收率1
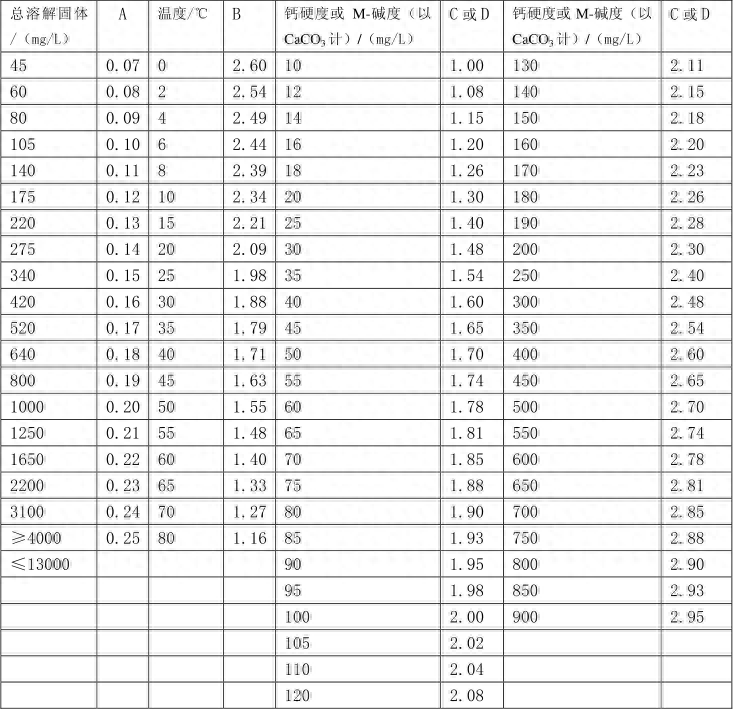
参数表格
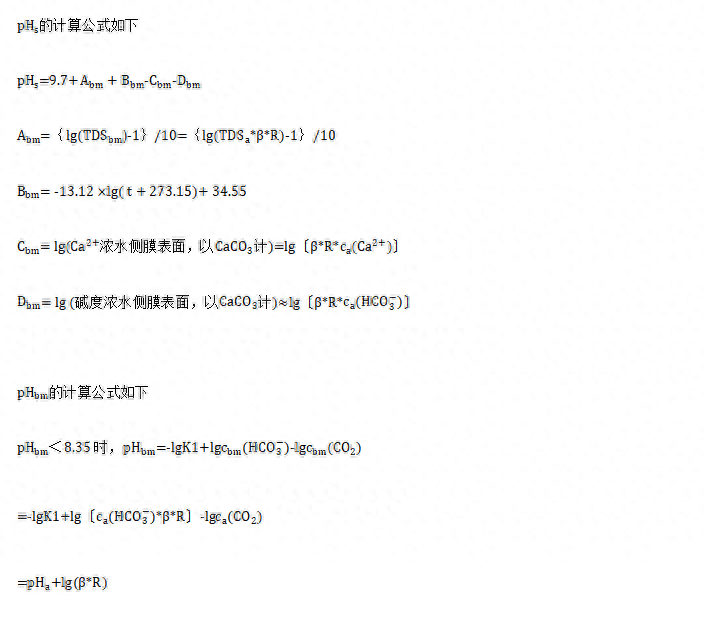
碳酸盐极限回收率2
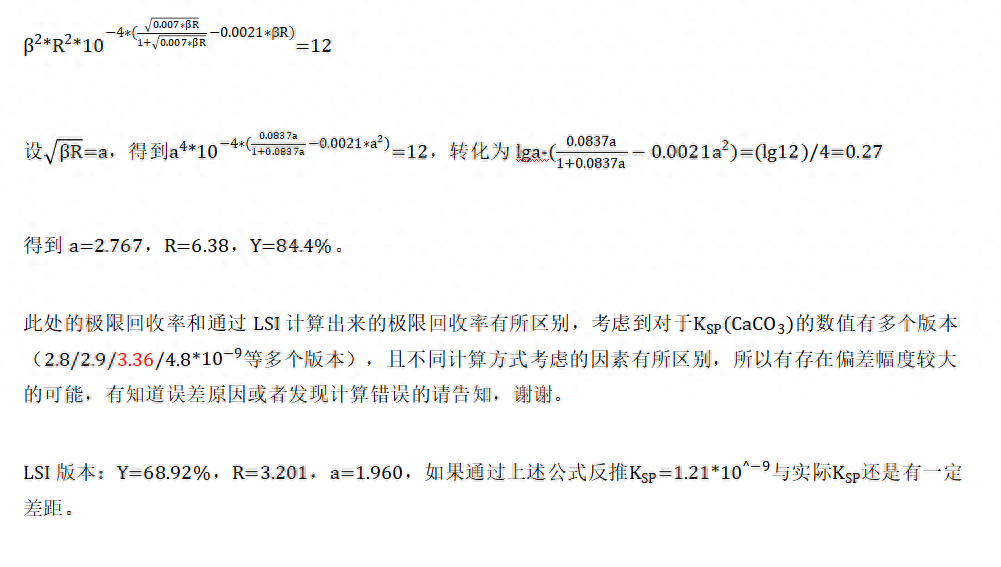
碳酸盐极限回收率3
碳酸盐极限回收率4
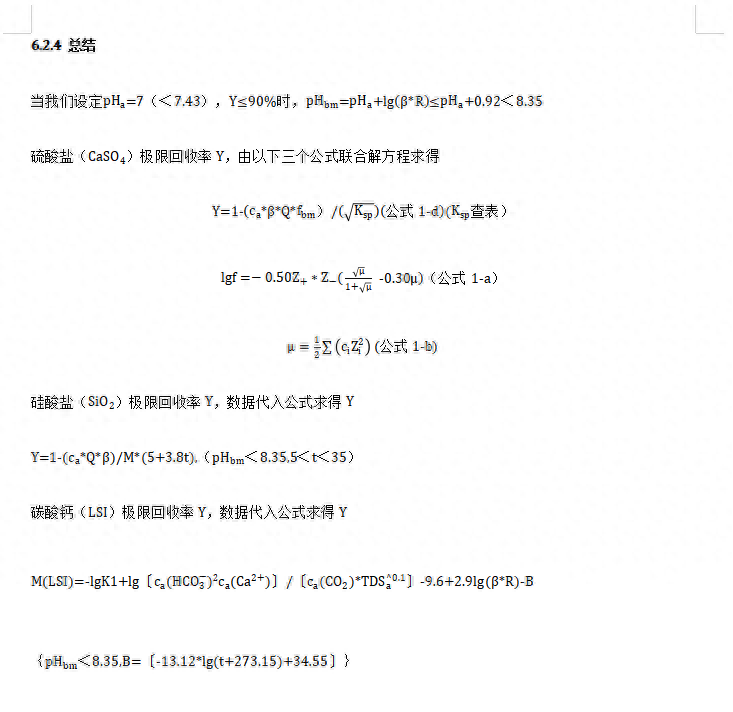
总结
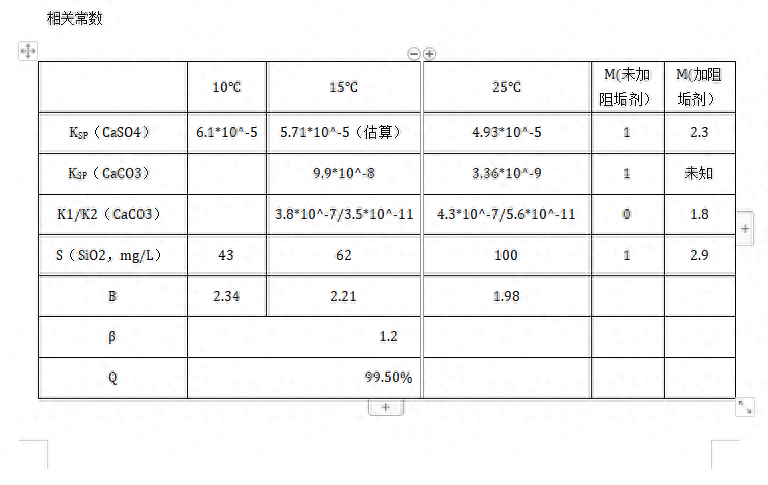
参考常数
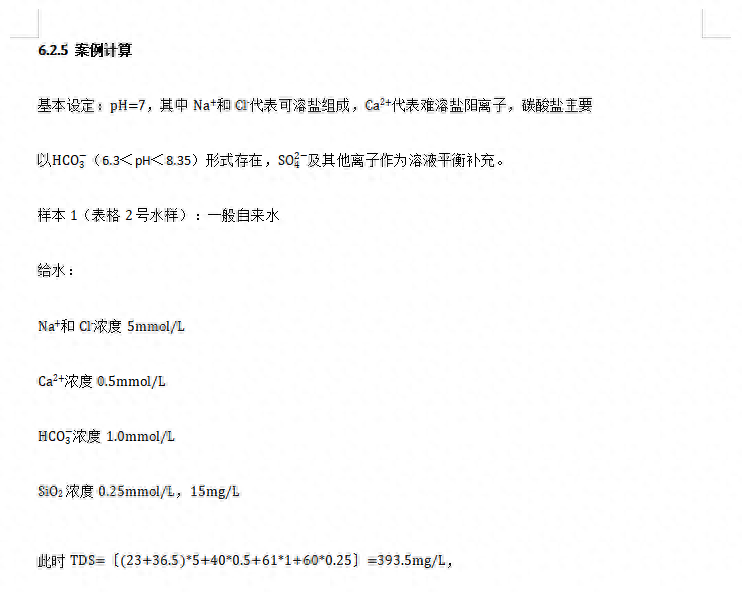
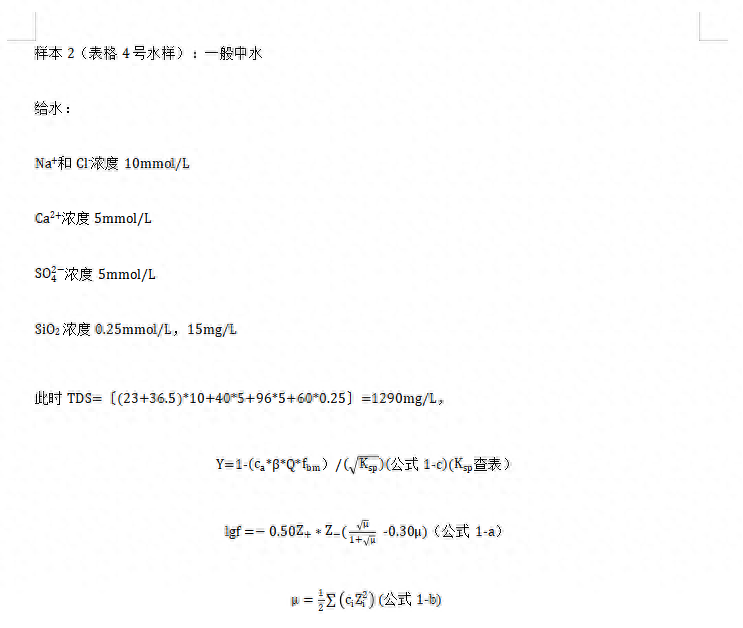
案例计算1
案例计算2
案例计算3
案例计算4
案例计算5
案例计算6
案例计算7
案例计算8
案例计算9
案例计算10
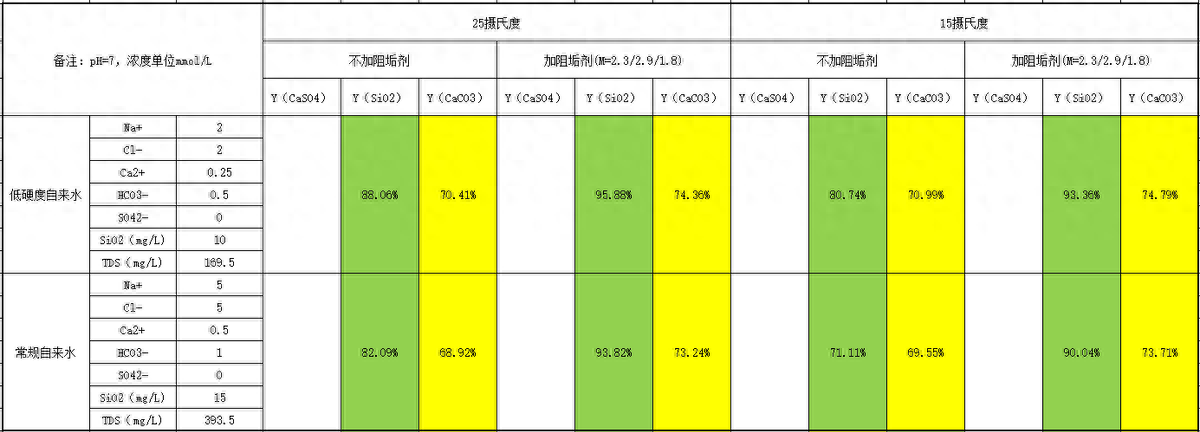
案例表格1
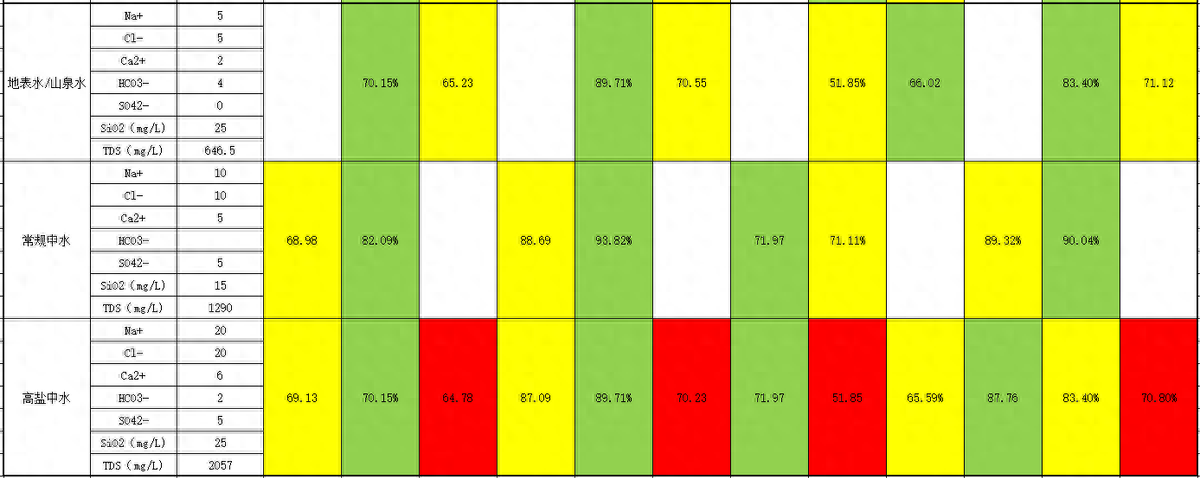
案例表格2
简单总结一下表格数据:
1:数据计算结果基本符合认知常识,一级RO回收率Y≤75%。
2:硫酸盐:易成为中水回用装置的结垢主要成分,受温度影响一般,阻垢剂作用明显。
3:SiO2:给水硅含量过高时,易成为主要结垢因素,受温度影响极大,阻垢剂(分散剂)作用明显。
4:碳酸盐:最容易结垢物质,共存时常成为最终系统回收率的存在(低温状态除外),受温度影响较小(跟实际认知存在偏差,原因未知),受阻垢剂作用相对一般。
5:不同水样中出现相同回收率数值(SiO2对比除外),纯属巧合,没有实际关联意义。
七、日常遇到的几个小问题解答
①单支RO膜的回收率最高18%,0.5T/H反渗透系统如何做到50%的回收率?
答:0.5T/H的设备,我们常选用2支4040规格RO膜,通过表格数据,我们发现单纯的串联排列方式下系统最大回收率才32%。为了达到系统50%以上回收率的要求,我们则需要采用浓水回流的方式。
系统串联的单程回收率才32%,所以给水流量不小于0.5/0.32=1.56T/H。浓水回流比例则为(1.56-0.5/0.5)/(1.56-0.5)=52.8%,也就是说浓水部分中至少52.8%需要回流到RO装置前才能达到系统回收率50%的目标。
且考虑到浓水回用对给水盐浓度的增加,而降低系统的实际单程回收率,实际浓水回用的比例超过52.8%才能达到预期的回收率。
②为什么3T/H及以下的小型设备需要选用小膜(4040膜)?
答:当3T/H及以下的小型设备采用4040膜时,有更多的膜元件可以组合,而可以不通过浓水回用达到预期的系统回收率,反之则容易造成像问题①一样需要浓水回用的状态。
举例:2T/H的RO装置,可以选择8支4040膜,采用5:3的二段式(分段最高回收率55%和42%)串联排列,串联系统最高回收率68%,而5:3的二段式可以有效保证前后段的末端浓水流及均衡膜通量。
不考浓差极化及难溶盐结垢的状态下,我们大体可以设计RO一段回收比例45%,RO二段回收比例35%。每小时进水量X状态下一段纯水产水量0.45X,一段单支膜壳末端浓水流= 0.55X/5=0.11X。二段纯水产水量0.55X*0.35=0.1925X,二段单支膜壳末端浓水流= (0.55X*0.65)/3=0.12X>0.11X=一段浓水流,符合预期。系统综合回收率= (0.45+0.1925X)/X= 64.25%<68%符合基本原则。
当然实际设计过程中一段二段经常需要根据实际元件数量调整,大体符合基本原则即可。当客户提出类似75%回收比例时,如果不采用其他方式(比如浓水回流),否则设备是达不到回收率要求的。有时候巧妇难为无米之炊,膜元件太少无法合理分配,可以灵活调整进出水量比例甚至是工作压力,但是单就回收率而言不可随意夸口。75%往往是阈值上限,随口保证75%回收率是极不负责任的行为!
反之,当我们选用8040膜,只能选择2支8040膜,采用1:1的RO膜串联排列,系统回收率32%,膜通量,浓水流均无法有效保障,不采用浓水回用的状态下,回收率元远远低于小膜,造成水资源浪费和额外的经济成本。
③RO装置系统回收率是否越高越好?
文章看到这里,这个问题应该已经不是问题了,但是还是简单总结一下(毕竟上面废话太多,大家不一定愿意看完)。
答:系统回收率越高,则意味着浓水排放量越少,但过高的回收率将会造成产水水质的下降。增加系统回收率将增加反渗透膜两侧的浓度差从而导致产水含盐量的增加;回收率的增加也将导致系统的净驱动压力下降,最终导致系统产水量的下降,要维持相同的产水量,则必须增加系统的运行压力,导致系统运行成本上升。因此,回收率的设定应根据反渗透系统的状况综合考虑,而并非越高越好。
总之一句话:回收率不是你想多高就多高,即使能更高,也要考虑综合设备及运行成本。合理设计的事交给专业的人,不被坑就行。一般自来水脱盐系统(纯水制备)一级RO回收率不超过75%,届时浓水盐分浓度已经接近给水浓度的4倍,除非水质非常好或者预处理非常完善(可这也是要花钱的啊)。中水回用的时候RO装置个人建议回收率不要超过60%,有机会聊到中水(或者超滤)的时候再来讨论这个问题。
 扫一扫加微信
扫一扫加微信